




发动机壳体都是属于铸铁材质的,如果出现裂纹需要按照铸铁焊接的工艺及焊接焊条焊接。
常规热焊接工艺:选用碳钢焊条J506,对母体做500-600度左右的预热处理,焊接后缓慢缓冷减少应力裂纹的风险,此焊接方法成本比较低,适合价值不是太高的铸铁件的修复,不适合没有热焊条件的场合下使用。
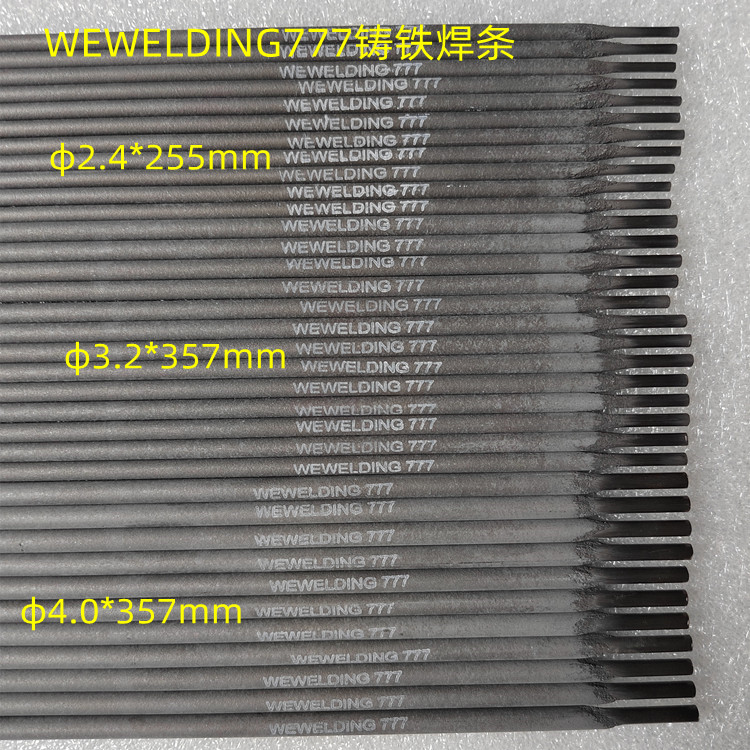
冷焊工艺:选用抗裂性能更加好一些的WEWELDING777焊条焊接,因为是冷焊工艺,时刻保持母体的温度是常温情况下,焊接过程做一下敲击,释放一下应力,这种焊接工艺和焊条适合电焊基本功过硬,机体没有被别人焊接动火的情况下使用,优点是只要没有动过火的按照WEWELDING777的焊条使用规范焊接,成功率高,成本高,适合成本比较高的重要的铸铁设备,比如发动机机体裂纹5-10公分左右,效果4根焊条左右的情况特别适合,消耗不是太多,成功率有保障
.jpg")